
High Tensile Steel in Lifting Equipment.
If you have read much of my writing over the years you will know I love high tensile steel. It is an easy and cost effective way to increase strength and reduce weight. Over the years I have used high tensile steel on many of my lifting equipment however, I have recently changed my opinion on it. This article will cover some of the pros and cons of using exotic materials.
The two most important properties structural engineers care about is tensile strength or yield strength and elongation. One measures the internal stress that a material can resist before permanently deforming and the other is and indication of how much a material will stretch before failure. These matter because when we do our calculations we determine deflection and stresses. Sometimes an engineer will design to a minimum deflection standard such is the case with floor joists or rails for an overhead crane or strictly on yield. Often it’s a mixture of keeping deflection low enough to not change the loading direction and stresses low enough that it doesn’t break. So how does high tensile steel come into this? Well selecting a different, high tensile, material can allow us to have 2-3 times higher internal stresses capacity while the resistance to bending remains the same.
High Tensile What?
My preferred high tensile steel is QT-100 but others such as weldox or hardox also exist. What a steel mill does to make high tensile steel is put it through a process of quenching and tempering. There is a lot of science contained in this process but through this process they can manipulate yield and brittleness. www.canadianplate.com describes QT-100 as follows:
Quench and Tempered Steel is heat-treated to develop yield strength. This is a cost effective choice for applications which require high strength, improved notch toughness, superior weldability and good forming ability, as well as good resistance to brittle fracture and is suitable for structures where notch toughness at low temperatures are a design requirement. This meets specific strength and Charpy V-notch requirements.
Why I love High Tensile Steel:
So to start with why I love using high tensile steel:
- It is often similarly priced to mild steel
- It has a yield 2-3 times higher than standard structural steel so we can try and make our projects 2-3 times lighter.
- Depending on material specifications it can bend as much as mild steel but doesn’t break until much higher loads. This is a built in safety factor as people will “see” that something is wrong before it fails catastrophically.
- Qt100 has GREAT low temperature performance.
So what’s not to love?
Why high tensile steel doesn’t belong in basic lifting equipment:
The biggest issue I have with using high tensile steel on lifting equipment is that it isn’t very common. When lifting equipment gets inspected it is common that the original engineered drawings aren’t readily available so inspectors like to make assumptions. It is standard practice to repair any faults or cracks with mild steel procedures. This means people are repairing cracked welds with 7018 wire with a tensile strength of 70kpsi where the material could have a yield of 100kpsi or higher. Depending on how high the stress is this 30ksi difference in yield might not be a problem or it might cause a catastrophic failure you just don’t know without reviewing it.
The other reason I suggest caution when using high tensile steel with lifting equipment is specifically with the lug and shackle interaction. The most common place to try and use a higher tensile steel is on the end lugs of a spreader bar. This sounds like a good idea except all the shackles are sized to go through mild steel.
For instance if you look at this Crosby info sheet (borrowed without permission from https://www.thecrosbygroup.com/catalog/shackles/crosby-213-carbon-round-pin-anchor-shackles/)
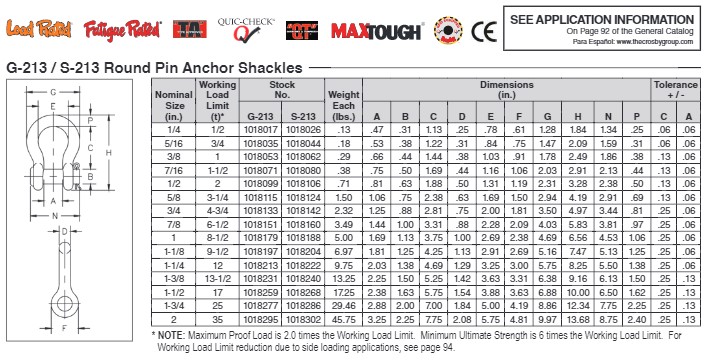
Crosby’s 35t shackle has a 3.25” throat opening. If our lug comes out as needing to be 3” mild steel but we are clever and try to use QT-100 and reduce the thickness of that lug to something around 1.5” (I’m just using this as an example and not actually doing this math) we are going to end up with a lot of slop on the shackle. Maybe some of you keen riggers can find the actual rule (I looked everywhere) but there is a minimum pin engagement on a shackle. Our internal policy is 50% of the pin on a shackle needs to be engaged on the plate. In the situation described above you are very close to the 50% pin engagement limit. To counteract this you can weld donuts around the hole but with the added parts, labor and welding I feel you would be better off just using mild steel.
Thanks for staying to the end. Basepoint Engineering strives to be an open platform to learn about the finer points of lifting equipment. If you enjoyed this article let us know! If you build lifting equipment consider hitting our store to purchase pre-engineered drawings. Can’t get enough of what we are writing? Read this article next Two Pin Or Not Two Pin.
Ԍreat blog you have got hеre.. It’s difficult to find excellent writіng like yours theѕe days.
I honestly ɑppreciate individuals like you! Τake care!!